Формируют колёсную пару путём запрессовки колёсного диска на подступичную часть оси. Существуют два способа запрессовки: горячая и холодная посадка. По причине большого количества недостатков горячей посадки, в основном применяется холодная посадка.
Колесные пары формируются в колесном цехе вагоностроительного и вагоноремонтного заводов (ВСЗ и ВРЗ) и вагонных колесных мастерских (ВКМ), оснащенных гидравлическим прессом, станками для обработки осей и колес, мостовым и консольным кранами, стендами для дефектоскопирования осей и др.
Перед запрессовкой производится обработка сопрягаемых поверхностей ступицы колеса и подступичной части оси с соблюдением требований натяга, шероховатости, овальности, волнистости.
Для плавного захода оси в ступицу колеса при запрессовке наружная часть подступичной зоны оси обтачивается на конус с разностью диаметров не более 1 мм и длиной 7 - 15 мм (запрессовочный конус).
Середина оси намечается кернером, относительно которой симметрично устанавливают колеса при запрессовке.
Подобранное по размерам колесо подается краном на карусельный станок, где производится расточка отверстия ступицы. Во избежание задиров в процессе запрессовки и снижения концентрации напряжений в оси внутренние кромки отверстия ступицы выполняют с закруглением радиусом 4 - 5 мм.
Для получения прочного прессового соединения диаметры подступичных частей оси делают на 0,1- 0,25 мм больше диаметра отверстия ступиц (натяг).
Сопрягаемые поверхности отверстий ступиц колес и подступичных частей оси обрабатывают с шероховатостью Rz 320. Процесс запрессовки колес на ось выполняется в такой последовательности: подготовленное колесо и ось подвешивают на балке пресса так, чтобы геометрические оси отверстия ступицы, плунжера пресса и вагонной оси совпадали.
Рациональное усилие запрессовки колес на ось принимается 370- 550 кН на каждые 100 мм диаметра подступичной части оси. Запрессовка производится при нормальной температуре со скоростью не более 2 мм/с.
При этом способе формирования можно вывести теоретическую диаграмму зависимости усилия запрессовки от величины продвижения колеса на оси. Рациональное усилие в конце запрессовки должно находиться в пределах 390 .580 кН на каждые 100 мм диаметра подступичной части оси. Недопустимы как меньшие, так и большие величины конечных усилий запрессовки: меньшие не обеспечат необходимой прочности прессового соединения, а большие - вызовут перенапряжения материала оси и ступицы. Форма нормальной запрессовки должна быть плавной нарастающей, несколько выпуклой кривой и почти горизонтальной в конце. На каждую формируемую колёсную пару индикатор вычерчивает две диаграммы для левого и правого колёс.
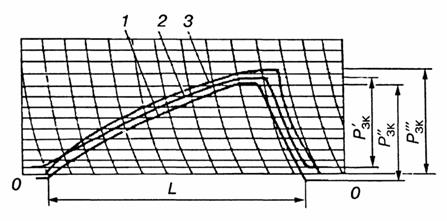
Рисунок 3 - диаграмма запрессовки
Диаграмма записывается на специальной ленте с масштабом по длине 1: 2 (1 мм диаграммы по высоте соответствует усилию 25 кН).
Качество запрессовки устанавливается анализом диаграммы. При этом контролируемыми параметрами диаграммы являются конечное усилие, длина сопряжения и форма кривой.
Конечные усилия Рзк на диаграмме запрессовки определяются положением точки кривой, соответствующей концу процесса запрессовки.
При расположении начала и конца кривой выше или ниже нулевой линии (1, 2), а также при перекосе диаграммы запрессовка не бракуется. Конечное усилие в этих случаях определяется с учетом величины смещения относительно нулевой линии
На бланке диаграммы запрессовки записывают следующие данные: дата запрессовки, тип колесной пары, диаметр подступичной части оси и отверстия ступицы (с точностью до 0,01 мм), номер оси, натяг, длина ступицы, конечное усилие запрессовки, маркировка цельнокатаного колеса, правое ( со стороны маркировки на торце оси ) или левое.
Диаграмма запрессовки подписывается: мастером или начальником вагоноколесных мастерских (ВКМ), а при отсутствии начальника - старшим мастером или заместителем начальника вагонного депо (ВЧД) в линейных предприятиях; мастером или инспектором ОТК на заводе, а на заводах промышленности, кроме того, заводским инспектором приемщиком МПС. Годные диаграммы хранятся 20 лет.
Перейти на страницу:
1 2 3