Схема маршрутной технологии ремонта детали - это графическое изображение процесса с указанием операций в порядке технологической последовательности их выполнения и соответствующих им рабочих мест.
При разработке схемы необходимо соблюдать требования технических указаний и правил ремонта на устранение неисправностей, выявленных осмотром и обмером, а также использовать принятые понятия «операция» и «рабочее место».
Операция - это объем работ, выполняемых на данном рабочем месте.
Рабочее место - это часть производственной площади цеха (участка, отделения), где находится рабочий и расположены: основное технологическое оборудование, вспомогательное оборудование, технологическая оснастка, организационная оснастка.
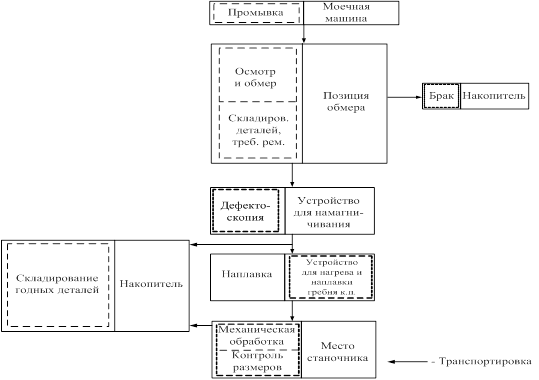
Рисунок 5 - Схема маршрутной технологии ремонта направляющих буксового проема боковины.
Технологический процесс восстановления гребней колесных пар.
. Колесные пары, которым назначен ремонт с наплавкой гребней, кран - балкой с позиции дефектоскопии подаются на стенд (19), на котором с буксового узла колесной пары снимается смотровая крышка, и взамен её устанавливается специальная технологическая крышка.
. Далее колесная пара подается на позицию подготовки (25) для очистки поверхности катания колесных пар и гребней от грязи и ржавчины. Очистка производится на установке для очистки колесных пар перед наплавкой.
. После зачистки колесная пара подается мостовым краном на установку для наплавки ободьев и гребней колесных пар (30), оборудованную индукционными нагревателями для предварительного нагрева их перед сваркой до температуры 180º - 200ºС. Контроль за нагревом колеса производится цифровым контактным термометром.
. После нагрева одного колеса колесная пара переустанавливается кран - балкой на установке для наплавки гребней колесных пар, на нагретом колесе производится восстановление наплавкой под флюсом гребней колес в соответствии с требованиями документа [ 8 ] приложения А и маршрутной карты «Наплавка гребней колесной пары» № 46.
. После наплавки колесная пара для равномерного и замедленного остывания колес в течение 5-6 часов до температуры не выше 50ºС помещается в термостаты (28). Установка наплавленной колесной пары на рельсы сразу после извлечения из термостата воспрещается, поэтому колесные пары устанавливаются поштучно на ложемент (24) для остывания колесных пар.
. С ложемента колесные пары подаются кран - балкой либо на путь накопления перед обточкой, либо сразу на колесотокарный станок (29) (в зависимости от занятости станка), на котором производится обточка и формирование профиля катания колес.
. Обточенная колесная пара с колесотокарного станка кран - балкой подается на позицию неразрушающего контроля для контроля наплавленных гребней и поверхности катания (см. п.10.3 данного комплекта технологической документации).
Если на перечисленных поверхностях колесной пары не обнаружены дефекты, колесная пара, которой требуется обыкновенное освидетельствование, поступает на стенд (19) для продолжения на ней работ согласно п. 9.7. данного комплекта технологической документации.
. Колесные пары, которым требуется полное освидетельствование, кран - балкой транспортируются на пути подачи колесных пар на накопительную горку перед демонтажным отделением.
. Наплавленные колеса маркируются с правой стороны от номера колеса клеймами, свидетельствующими о наплавке: «НГ» - гребень наплавлен; в одной строчке с ним наносятся цифры - год выполнения наплавки. Крышки обеих букс наплавленных колес окрашиваются красной краской.
Наплавленные колесные пары регистрируются в журнале регистрации колесных пар с наплавленными гребнями, также в журнале колесного участка формы ВУ-53 в графе 32 проставляется отметка «НГ».
. При выявлении дефектов в наплавленном гребне колесная пара повторно подается на обточку на колесотокарный станок, на котором производится полное удаление дефектов. Затем колесная пара поступает на участок наплавки гребней для повторной наплавки с последующим контролем.
В журнале регистрации колесных пар с наплавленными гребнями делается запись: «Обточено - повторно наплавлено».
Толщина гребня менее допускаемой.